Industrial IoT integrates various acquisition or control sensors or controllers with sensing and monitoring capabilities, as well as ubiquitous technology, mobile communication, intelligent analysis and other technologies into all aspects of the industrial production process, thereby greatly improving manufacturing efficiency and improving products. Quality, reduce product cost and resource consumption, and finally achieve a new stage of upgrading traditional industries to intelligence. From the application form, the application of industrial Internet of Things has the characteristics of real-time, automation, embedded (software), security, and information interconnection.
Four characteristics of the Industrial Internet of ThingsData collection scope: Industrial Internet of Things uses RFID, sensors, QR codes and other means to obtain information data from production to sales to end-user use at any time. Traditional industrial automation data collection is often limited to the production quality inspection stage.
Interconnection transmission: The industrial Internet of Things uses a combination of a dedicated network and the Internet to deliver object information in real time and accurately, with higher dependence on the network and more emphasis on data interaction.
Intelligent processing: Industrial IoT comprehensively utilizes intelligent computing technologies such as cloud computing, cloud storage, fuzzy recognition, and neural networks to analyze and process massive amounts of data and information, and combines big data technologies to dig deeper into data values.
Self-organization and self-maintenance: Each node of the Industrial Internet of Things provides the entire system with information or decision data obtained by itself. When a node fails or the data changes, the entire system automatically adjusts according to the logical relationship.
Key technologies of industrial internet of thingsIndustrial IoT technology research is an interdisciplinary project involving automation, communications, computing, and management science. The wide application of industrial Internet of Things needs to solve many key technical problems (see the figure below)
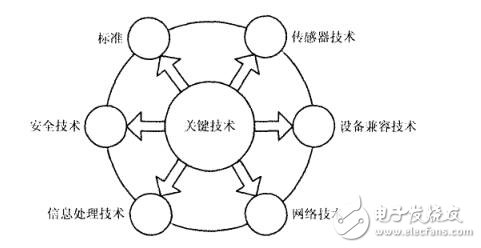
1. Sensor technology: Low-cost, high-performance sensors are the cornerstone of industrial IoT applications. The development of industrial Internet of Things requires more accurate, smarter, more efficient and more compatible sensor technologies. Intelligent data acquisition technology is a new direction in the development of sensor technology. The ubiquity of information puts higher demands on industrial sensors and sensing devices. Specifically, miniaturization: miniaturization of components requires resource and energy conservation; intelligent: artificial intelligence technology with self-calibration, self-diagnosis, self-learning, self-decision, self-adaptation and self-organization; low power consumption and energy Acquisition technology: The power supply method is battery, sunlight, wind, temperature, vibration and other methods.
2. Equipment compatibility technology: In most cases, enterprises will build industrial Internet of Things based on existing industrial systems. How to realize the compatibility of sensors used in industrial Internet of things with the sensors already used in existing equipment is the Industrial Internet of Things Promotion Office. One of the problems faced. The compatibility of the sensor mainly refers to the compatibility of the data format and the compatibility of the communication protocol. The key to compatibility is the unification of the standard. At present, the Profibus and Modus protocols commonly used in industrial fieldbus networks have solved the compatibility problem well. Most industrial equipment manufacturers have developed various types of sensors and controllers based on these protocols. In recent years, with the increasing popularity of industrial wireless sensor network applications, the current industrial wireless WirelessHART, ISA100.11a and wIA-PA3 standards are compatible with the IEEE802.15.4 wireless network protocol, and provide a tunnel transmission mechanism compatible with existing The communication protocol enriches the composition and functions of the industrial IoT system.
3. Network technology: The network is one of the core components of the industrial Internet of Things. Data is transmitted through the network between different levels of the system. The network is divided into wired network and wireless network. The wired network is generally applied to the cluster server of the data processing center, the local area network of the factory and part of the field bus control network, and can provide a high-speed and high-bandwidth data transmission channel. Industrial wireless sensor network is an emerging technology that uses wireless technology for sensor networking and data transmission. The application of wireless network technology can greatly reduce the wiring cost of industrial sensors, which is conducive to the expansion of sensor functions, thus attracting domestic and foreign The attention of many companies and research institutions.
The traditional wired network technology is relatively mature, and has been verified by many applications. However, when wireless network technology is applied to industrial environments, it will face the following problems: strong electromagnetic interference in the industrial field, open wireless environment makes industrial machines more vulnerable to attack threats, and some control data needs to be transmitted in real time. Compared with wired networks, industrial wireless sensor network technology is in the development stage. It solves the shortcomings of traditional wireless network technology used in industrial field environments, providing high reliability, high real-time and high security. The main technology Including: adaptive frequency hopping, reliable communication resource scheduling, wireless routing, low overhead high precision time synchronization, network layered data encryption, network anomaly monitoring and alarm, and device network access authentication.
4. Information processing technology: Industrial information has exploded. The large amount of data generated in industrial production is a challenge for industrial Internet of Things. How to effectively process, analyze, record and refine the guidance for industrial production. The result is the core of the Industrial Internet of Things, and it is also difficult.
At present, there are many big data processing technologies in the industry. For example, SAP's BW system solves the problems brought by big data to the production and operation of enterprises to a certain extent. The development of data fusion and data mining technologies has also made massive information processing more intelligent and efficient. The ubiquitous perception of industrial Internet of Things makes people become the object of perception. Through the analysis of environmental data and the modeling of user behavior, one person, one machine and one machine in the process of production design, manufacturing and management can be realized. Behavioral, environmental, and state perceptions between machines more realistically reflect changes in detail in industrial production processes in order to produce more accurate analysis results.
5. Security technology: Industrial IoT security mainly involves data collection security, network transmission security and other processes. Information security plays a key role in enterprise operations. For example, in the metallurgy, coal, petroleum and other industries, data collection requires long-term continuous operation. How to ensure the accuracy of information during data collection and transmission is the premise of industrial IoT application in actual production.
Industrial Internet of Things1. Manufacturing supply chain management: Enterprises can use IoT technology to timely grasp information on raw material procurement, inventory, sales, etc. Through big data analysis, they can also predict the price trend of raw materials, supply and demand, etc., which will help to improve and optimize the supply chain. Management system to improve supply chain efficiency and reduce costs. By applying sensor network technology in the supply chain system, Airbus has built the largest and most efficient supply chain system in the global manufacturing industry.
2. Process optimization in the production process: The ubiquitous sensing characteristics of the industrial Internet of Things improve the ability and level of process line detection, real-time parameter acquisition, and material consumption monitoring. Intelligent monitoring, intelligent control, and intelligent diagnosis can be realized through analysis and processing of data. Intelligent decision making, intelligent maintenance, increase productivity and reduce energy consumption. Steel companies use a variety of sensors and communication networks to achieve real-time monitoring of the width, thickness and temperature of processed products in the production process, improving product quality and optimizing production processes.
3. Monitoring and management of production equipment: Using sensor technology to monitor the health of production equipment, it can track the use of various industrial machinery and equipment in the production process in time, and collect data through the network to the data analysis center of the equipment manufacturer for processing. Perform machine fault diagnosis and prediction, locate faults quickly and accurately, improve maintenance efficiency, and reduce maintenance costs. The GEOil&Gas Group has established 13 i-Centers (integrated service centers) for different products around the world, which provide online monitoring and real-time monitoring of devices through sensors and networks, and provide solutions for equipment maintenance and troubleshooting.
4. Environmental monitoring and energy management: The integration of industrial Internet of Things and environmental protection equipment can realize real-time monitoring of various pollution sources and key indicators of pollution control in the industrial production process. In the chemical, light industry, thermal power plants and other enterprises to deploy sensor networks, not only can real-time monitoring of corporate sewage data, but also through intelligent data alarms to timely detect pollution anomalies and stop the corresponding production process to prevent sudden environmental pollution accidents . Telecom operators have begun to promote real-time monitoring solutions for pollution control based on the Internet of Things.
5. Industrial safety production management: “Safe production†is the top priority in modern industry. Industrial IoT technology can monitor the safety status information of operators, equipment machines and surrounding environment in real time by installing sensors in dangerous working environments such as mining equipment, oil and gas pipelines, miners and equipment, and obtain safety factors in the production environment. The existing network supervision platform will be upgraded to a systematic, open and diversified comprehensive network supervision platform, which effectively guarantees the safety of industrial production.

Vertical Mount D-Sub Connectors
Antenk Standard D-Sub Series Including:
Standard Straight D-Sub Connectors Stamped Contacts
Standard High Profile D-Sub Machined Contacts
Standard Wire Wrap D-Sub Connectors Machined Contacts
Standard Straight D-Sub Connectors Machined Contacts
Standard Dip Solder D-Sub Connector Straight Machined Economy
Standard Density Vertical Low Profile D-Sub Connectors
Standard Density Press Fit D-Sub Connectors
Antenk's Vertical D-Sub Connectors Options
Number of Rows
Shell Size
Mounting Style
Packaging
Gender
Shell
Features of Antenk's Vertical D-Sub Standard Connectors
Available in 5 industry sizes/positions
Standard Density (9 pin, 15 pin, 25 pin, 37 pin, 50 pin).
Low cost & high performance, non-removable stamped contacts.
Nickel shells have indents to provide grounding and additional retention.
Optional mounting d-sub hardware available.
Materials of Antenk's Vertical D-Sub Standard Connectors
Shell: Steel, nickel plated
Insulator: Glass-filled thermoplastic. U.L. rated 94V-O
(260°C process temp)
Stamped contacts:
Male pins - Brass | Female pins - Phosphor bronze
Plating: Gold flash on entire contact
(contact factory for other plating options)
Antenk Vertical High Density D-Sub Series Including:
Dip Solder High Density D-Sub Connectors Stamped Contacts
Vertical Solder High Density D-Sub Connectors Machined
High Density D-Sub Vertical Low Profile Stamped Contacts
High Density D-Sub Vertical Low Profile Machined Contacts
High Density D-Sub Vertical High Profile Stamped Contacts
Features of Antenk's Vertical D-Sub High Density Connectors
High Profile d-subs available in Standard Density: (15 pin, 26 pin)
Stamped contacts for lower cost.
Available in receptacle (female).
Metal shell provide EMI/RFI shielding.
High profile design allows placement of other components on PCB.
Available with various hardware options.
Materials of Antenk's Vertical D-Sub High Density Connectors
Shell: Steel, nickel plated
Insulator: Thermoplastic polyester, chemical resistant, black UL 94V-O (230°C process temp)
Contacts: Female pins - Phosphor bronze
Plating: Gold flash over nickel (mating area) | Tin over nickel (solder tails)
wire wrap vertical board mount d-sub connectors, high profile vertical board mount d-sub connectors, low profile vertical board mount d-sub connectors, dip solder and press fit vertical board mount d-sub connectors
ShenZhen Antenk Electronics Co,Ltd , http://www.coincellholder.com