Although resistance welding has good working conditions, there is no need for additional welding materials, simple operation, and easy realization of mechanization; but it is also subject to large power consumption, electrode rod replacement, conductive properties of the material being welded, suitable joint forms, and weldable workers. Part thickness (or section size) and other factors.
In the group process of power battery, resistance welding is used as a relatively mature process and is applied in some occasions, such as the welding of a single cell and a busbar, the connection between a battery tab and a parallel conductive strip, and the like. Due to its simple equipment and low cost, it has been used in the early development of the battery industry. Although in recent years there has been a trend of being replaced by more advanced laser welding and ultrasonic welding... Anyway, organize a piece of information and find out about the senior in the molding process industry.
Although resistance welding has good working conditions, there is no need for additional welding materials, simple operation, and easy realization of mechanization; but it is also subject to large power consumption, electrode rod replacement, conductive properties of the material being welded, suitable joint forms, and weldable workers. Part thickness (or section size) and other factors.
Resistance welding principle
Resistance welding (resistance welding) is to put the workpiece in a certain electrode force clamping room, and then use the resistance of the resistance of the current through the pieces of heat to melt the material to be cooled to form a reliable point after the connection method.
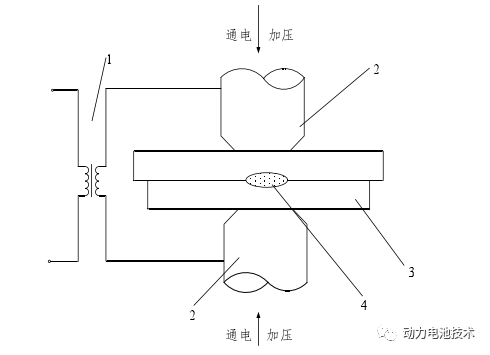
The basic form of resistance welding is as shown in the following figure. The material 3 to be connected is clamped between the two electrodes 2. After a certain pressure is applied, the transformer 1 releases a large current in the contact area for a certain period of time. After the actual contact point has appeared between the contact surfaces of the parts, the current is continuously increased to allow the nugget to continue to grow. At this point, the atoms that contact the material are continuously activated to form a melting core.
Finally, the transformer is turned off and the melted material is frozen and solidified. A method of heating the metal to a molten or plastic state using the resistive thermal effect of the current flowing through the contact surface of the workpiece and adjacent areas to form a metal bond. There are four main resistance welding methods, namely, point, seam, convex, and pair.
The heat source for the resistance weld is the resistance heat generated by the current passing through the land. When the resistance is soldered, the heat generated by the current passing element can be determined by the following formula:
Q=I^2Rt
Q - Heat generated (J);
I - connect the current (A);
R - resistance between two electrodes (Ω);
T - power-on time (s).
The above formula shows that determining the heat of the resistance welding is the three major factors of the welding current, the resistance between the two electrodes and the energization time. However, most of the heat is used to form spot welds, while a small portion is lost in the metal surrounding the weld. The current required to form a certain solder joint is related to the energization time. If the energization time is short, the current required for spot welding will increase.
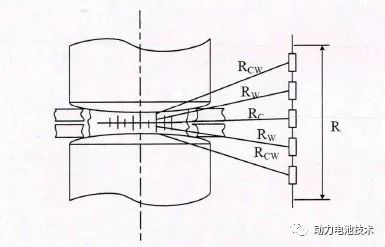
The resistance R between the two electrodes differs depending on the resistance welding method. The resistance R of the resistance spot welding is the internal resistance Rw of the two weldments, the contact resistance Rc between the two weldments, and the contact between the electrodes and the weldment. Resistor Rcw composition.
Resistance welding basic classification:
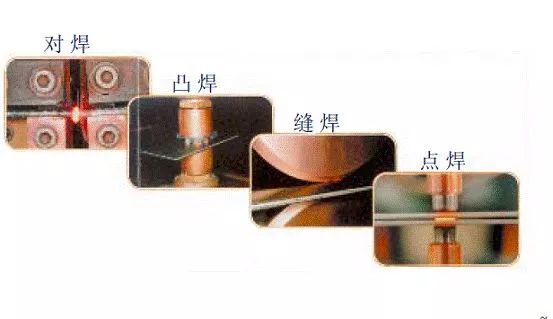
Resistance welding is divided into spot welding, seam welding, projection welding and butt welding. Spot welding is a widely used method.
Spot welding is a method of connecting electricity by pressurizing a columnar electrode to form a point at the contact surface of the overlapped workpiece. There will be more details later.
Seam welding, the weldment assembly is lapped and placed between two roller electrodes, the roller pressurizes the weldment and rotates, continuously or intermittently transmits electricity, forming a continuous weld seam resistance welding method, known as seam welding. Seam welding is mainly used to weld a more regular weld structure that requires sealing.

1- Upper weldment; 2-lower weldment; 3-upper electrode; 4-lower electrode;5-welding power
Projection welding, with prefabricated bumps on a workpiece, allows one or more nuggets to form at the joint at a time. Projection welding is a variant of spot welding.
Butt welding is a resistance welding method that welds the weldment along the entire contact surface. In addition to resistance welding, flash butt welding is also relevant.
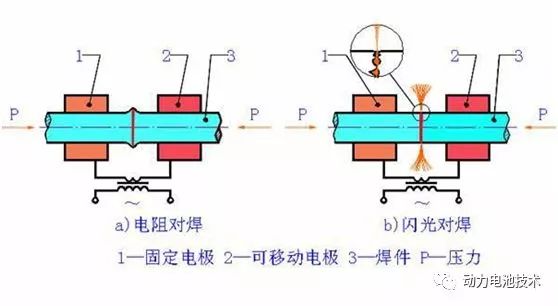
Resistance butt welding: The weldment is assembled into a butt joint, with its end face in close contact, heated to the plastic state by resistive heating, and then the power is turned off and the top forging force is rapidly applied to complete the welding. Resistance butt welding is mainly used for weldments that are simple in cross-section and require less strength.
Flash butt welding: Assemble the weldment into a butt joint, turn on the power supply, make its end surface gradually move closer to local contact, use the resistance heat to heat these contact points, under the action of high current, produce flash, melt the end face metal, until the end When the part reaches a predetermined temperature within a certain depth range, the power is turned off and the top forging force is quickly applied to complete the welding.
Four stages of resistance spot welding process
For spot welding, pressurize the two parts in close contact, and then turn on the current. Current flowing through the resulting resistive heat causes the localized metal to melt and form a liquid nugget. After the power is turned off, the pressure is maintained or the pressure is increased, so that the nugget solidifies under pressure to form a compact structure. After welding a point, the electrode (or workpiece) will move to another point for welding.
When welding the next point, part of the current will flow through the already welded point, called the shunt phenomenon. The shunt will reduce the welding current and affect the welding quality. Therefore, there should be a certain distance between two adjacent points. The main factors influencing the quality of the solder joints are the connection current, the energization time, the electrode pressure and the surface cleaning of the workpiece. Spot welding is mainly applied to thin plates, one point at a time or multiple points at a time.
In general, the resistance spot welding process is composed of four stages of pre-pressing, connecting, maintaining and stopping. The connecting time, connecting current and electrode voltage are the basic parameters. The following figure shows the timing diagrams for the four basic phases of the point process.
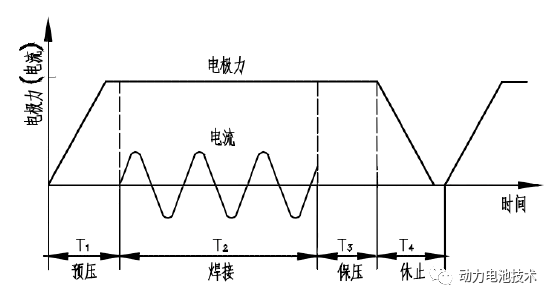
Pre-compression phase: This phase mainly completes the application of the electrode force. After the electrode is in contact with the element, a constant electrode pressure is added to ensure that the current channel remains stable during the energization process. Therefore, the pre-compression phase needs a certain duration.
Welding stage: This phase is used as the main stage of nugget formation and requires the effective connection current to remain basically unchanged or to float within a small range. At this stage, the temperature distribution of the weld zone gradually stabilizes after a very complicated change.
At the beginning, the input heat between components is much larger than the dissipation of heat, so the temperature in the welding zone rises rapidly, and at the same time a high-temperature connection zone is formed. Since the external air and the melting part of the welding center are in a barrier state at this time, the weldment material will not generate air. Oxidation reaction. After a certain period of time, the melting zone area becomes larger, and the plastic ring also follows it until the input heat and dissipation heat reach equilibrium stability.
In the maintenance phase, the electrode still maintains the same state as the previous two phases, except that no current passes through it. This stage is mainly to complete the dissipation of heat in the nugget to form a reliable point of cooling.
Rest phase: The current size and electrode pressure are zero at this stage. While the electrode is picking up, remove the soldered object and start preparing for the next soldering process.
Spot welding electrode common arrangement
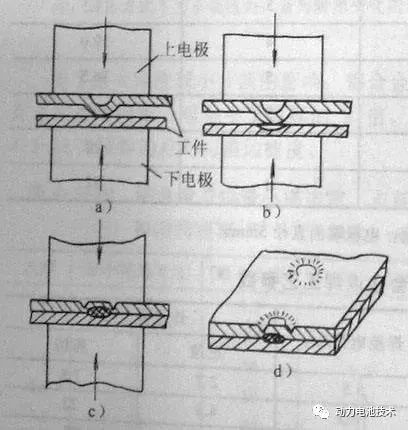
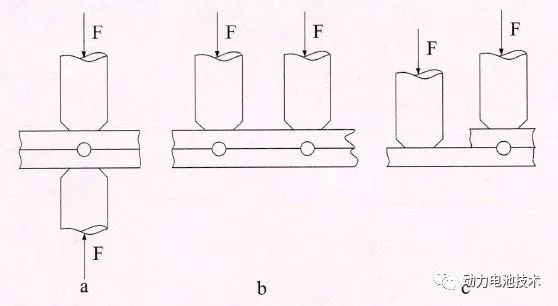
Spot welding can be divided into three types according to the different contact modes between the electrode and the material to be welded: up and down touch, parallel indirect, and parallel. The following figure shows the spot welding diagrams for different contact modes.
Figure a shows the up and down touch method. All common spot welders use this method. It is fed from the upper and lower sides of the weldment and is suitable for the bursting of small parts and solder joints around large parts.
Figure b shows the parallel method. When feeding from one side, two points are welded at the same time to improve the production efficiency. There is a shunt phenomenon on single-sided feeds, and soldering cannot be performed when the spot welding pitch is too small. In some cases, a copper pad can be added under the workpiece to reduce the resistance of the via to reduce the shunt; if the design allows, a narrow gap can be punched between the two pads of the upper part of the weldment, which can greatly increase the shunt current. decline.
Figure c shows the parallel indirect method for feeding on one side of the weldment. This can be used when the reachability of the electrode on one side of the part is poor or the part is large and the secondary circuit is too long. The disadvantage of this method is that there is a shunt. To reduce the shunt, a copper pad can be added on the other side and act as a single-acting fulcrum.
Effect of Spot Welding Parameters on Welding Effect
There are many factors affecting the quality of spot welding of power battery packs. The resistance between the two electrodes of resistance spot welding, the current shunt during spot welding, the welding current, the welding time, the electrode pressure, and the choice of welding power source are all points. Welding quality has a certain influence. Among these, the choice of welding current, welding time, electrode pressure, and welding power source are the most important factors that affect the quality of spot welding.
Welding current can affect the spot welding heating process through the following ways:
One is to adjust the magnitude of the welding current rms, which can make a significant change in the heat of the internal power supply;
The second reason is that due to spot welding, current concentration and contraction will occur at the contact points of the two weldments, resulting in concentrated heating at that location. First, the plastic connection zone appears and the uneven heating process occurs during spot welding. To change this unfavorable factor, you can choose Different welding current waveforms, changing the shape of the electrode, and the dimensions of the end face can change the shape of the current field and control the current density distribution so as to achieve the purpose of controlling the shape and position of the nucleus.
With the increase of the welding current, the generated resistance heat increases, and the corresponding spot welding core and the shear strength of the joint are improved. However, if the welding current is too large, it will lead to overheating of the base metal and even increase the loss of the electrode face.
Power-on time, spot welding, the current through the heat generated by the two electrodes, a part of the welding area for the formation of solder joints, known as the effective heat, for a certain weldment material and a certain extent of the welding area of ​​the metal volume, this part The heat is constant, it has nothing to do with the length of the heating time; the other part is heated to the electrodes, the cold metal around the welding area and the air, called loss of heat, it is with the extension of time. Increased.
If welding is performed instantaneously, the loss of heat will be equal to zero and the total heat equals the effective heat. Therefore, when you want to increase the total heat, you cannot use any method to extend the welding time.
Electrode pressure, first of all, electrode pressure has a significant effect on the total resistance between the two electrodes, thus affecting the amount of welding heat during spot welding. Secondly, electrode pressure has a great influence on the heat dissipation performance of welded joints. When the electrode pressure is too small, the resistance between the two electrodes increases and more welding heat is generated. At this time, the heat dissipating performance of the welded joint is poor, and it is easy to cause splashing.
When the electrode pressure is too large, the resistance between the two electrodes is small, the current density is reduced, resulting in insufficient welding heat, and the heat dissipation of the joint is improved, which leads to a smaller size of the nuclear dissolution, a decrease in the penetration rate, and a serious shortage of welds. . When the electrode pressure is selected, the minimum electrode pressure at which no splashing occurs should be selected, ie, energy saving and welding quality can be guaranteed.
Welding power supply, resistance spot welding equipment usually consists of three main parts: main power supply, control device and mechanical device. Among them, welding the main power source as the most important part, choosing the controllable welding power source that meets the need is the key to ensure the welding quality.
The AC welding power source uses the transformer principle to convert the input of the AC 380V power grid into a low-voltage large current. AC welding power is the most widely used of all resistance welding power supplies. Its versatility, economy, easy control, and simple maintenance are widely used in spot welding of carbon steel, austenitic stainless steel and other high resistivity materials.
However, the power factor is low, only 0.4-0.5; the impact on the power grid is large and may affect the normal use of other electrical equipment; the shortest discharge time for welding is 1/2 wave, that is 0.01s, and it cannot achieve the explosion. The precise control of the connection is not suitable for the high standard welding of special materials.
Inverter welding power supply, the working principle is to rectify the input three-phase alternating current into direct current, after filtering, the less fluctuating direct current is obtained, then the IGBT will convert the direct current into the intermediate frequency alternating current input to the transformer, and then the buck rectifier The obtained direct current is supplied to the electrode to weld the workpiece.
The inverter welding power source has the following advantages: The inverter system is affected little by the power supply system, the three-phase load is balanced, and the welding current control and measurement accuracy are greatly improved; only 1/3 of the AC welding power source Quality and volume, light and fast; using DC welding, no zero phenomenon, thermal efficiency has been greatly improved, and more energy-efficient. Therefore, inverter welding power sources have been widely used in high-speed automated production.
In addition, there are two common types of power supply. The secondary rectification welding power source is obtained by adding a rectifier to the AC welding power source for improvement. The temperature rises quickly and the welding quality is more stable. The welding versatility is very strong and can be used for welding. All kinds of metal materials, and can get better welding power than AC type power supply. The capacitor energy storage type power supply uses the energy storage function of the capacitor to start the capacitor to absorb energy from the power grid. When the workpiece is welded, the capacitor discharges in a short time, and the voltage is transferred to the workpiece after being transformed by the transformer. At present, the low-power capacitive energy storage welder has been widely used.
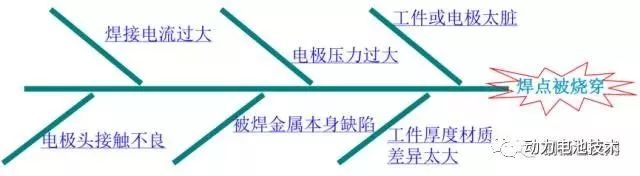
Resistance welding common problems
Solder joints are burned through:
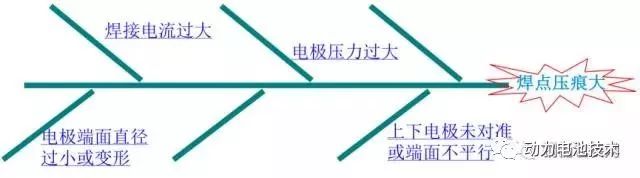
Solder joint indentation is too large:
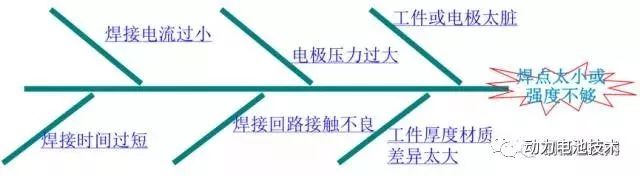
Solder joint is too small or not strong enough:
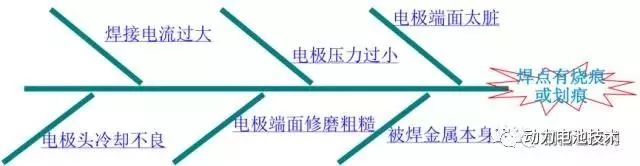
Solder joints have burn marks or scratches:
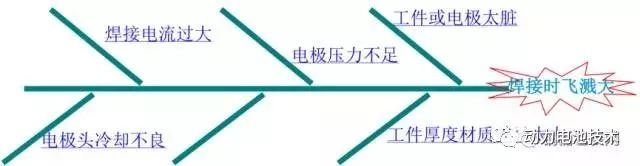
Large splash when welding:
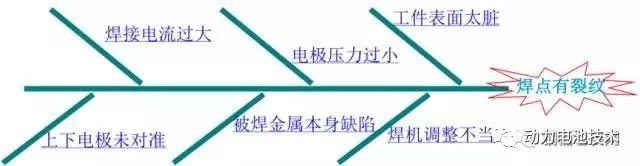
Cracks in solder joints:
Case, cylindrical module busbar connection
Ma Cong introduced a cylindrical battery module welding related research results in his dissertation "Study on Point Process of Electric Vehicle Batteries".
The power battery pack used in the power system of a certain model of new energy electric vehicle consists of a number of nickel-plated steel belt housing 18650 single-cell lithium-ion batteries, which are connected in series to the electric vehicle after nickel-plated connection. The thickness of the battery connector is 0.2mm, and the thickness of the lithium ion battery case is 0.25mm. Both are thin plates. The nickel-plated deep-drawing steel strip used for the power battery case is nickel-plated and requires a thickness of 3-10 μm.

The indicators for assessing the spot weldability of materials are: electrical conductivity and thermal conductivity of the material, and the poorer the weldability of spot welding of metal materials with smaller electrical conductivity and thermal conductivity; the high temperature strength and plasticity interval temperature of the material Range, high yield strength at high temperature, material with narrow plastic temperature range, poor welding performance; material with tendencies of electrode adhesion, easy adhesion to electrodes, poor spot weldability; heat sensitivity of material, easy to generate and heat The material of the cycle-related defects is poor in spot weldability.
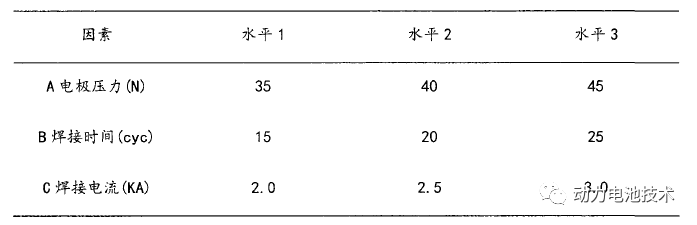
The main parameters affecting the quality of the connection include electrode pressure, connection time, and current. Some studies have compared the size of their influence and found that:
1) The magnitude of the influence of the butt joints is connected current> connection time> electrode pressure. That is, the tensile strength of the current I butt joint has the greatest effect, followed by the time t, and then the electrode pressure p. (2) The combination to obtain a good joint is A1B2C3, ie, the pressure of the contact electrode is the minimum, the connection time is medium, and the connection current is the largest.
Product catagories of stylus pen for ipad, which is just for iPad Versions 2018 & 2019 and above.
It can work on following:
iPad 6th 2018: A1893/A1954
iPad 7th 2019: A2197/A2198/A2200
iPad 8th 2020: A2270/A2428/A2429/A2430
iPad air 3rd: A2152/A2153/A2154/A2123
iPad Air 4th: A2072/A2316/A2324/2325
iPad mini 5th: A2124/A2125/A2126/A2133
iPad Pro 1st/2nd 11: A1980/A2013/A1934/A1979/A2228/A2068/A2230/A2231
iPad Pro 3rd/4th 12.9: A2069/A2229/A2233/A2232/A1876/A2014/A1895/A1983
Stylus Pen For Ipad,Stylus Pen,Stylus Pen For Drawing,Touch Pencil
Shenzhen Ruidian Technology CO., Ltd , https://www.szwisonen.com