The vacuum tightness test of the #3 steam turbine unit of Hefei Power Plant has been unsatisfactory, and sometimes it can't be done. This paper discusses the cause analysis and solution to this problem, which has certain reference significance for solving similar problems of other similar units.
Keywords: steam turbine vacuum tightness cause analysis
This article refers to the address: http://
The Hefei Power Plant #3 steam turbine generator set is manufactured by Shanghai Steam Turbine Works with the model number N125-135/535/535. The type is ultra high pressure, intermediate reheat, double cylinder double exhaust steam, and condensing steam turbine. In the vacuum rigor test in the past ten years of operation, in most cases, it is a serious failure, and even worse, it is less than one minute after the test, because the vacuum drops too fast, and the vacuum tightness must not be stopped immediately. Test to restore operating conditions. After the overhaul in 1996, we invited the pilot plant to use the nitrogen mass spectrometer to find the leak point of the vacuum system, but only to find some small leak points, and did not solve the serious air leakage problem of the vacuum system. For this reason, the factory leaders have organized personnel to carry out research and development, and they have not been able to completely solve the problem because of the limitations of the conditions. In 2006, the #3 unit was overhauled again. The factory leader instructed that the time for overhaul should be used to solve the problem. First, the cause of the vacuum of the condenser vacuum is caused by the fact that the exhaust gas of the steam turbine is cooled down to condensed water, and its specific volume is sharply reduced. If the steam is at an absolute pressure of 4 KPa, the volume of steam is more than 30,000 times larger than the volume of water. When the exhaust steam condenses into water, the volume is greatly reduced, which makes the steam side of the condenser form a high vacuum, which is a necessary condition for the steam water system to complete the cycle. It is precisely because the inside of the condenser is extremely high vacuum, so all the equipment connected to it may leak air into the condenser due to the laxity, plus the non-condensing gas in the steam exhaust of the turbine, if not Timely extraction will gradually increase the pressure value in the condenser, and the vacuum will drop, resulting in an increase in the steam enthalpy of the steam, an effective enthalpy drop, and a decrease in the efficiency of the steam cycle of the turbine. According to some data, for every 1KPa of vacuum, the heat consumption of the unit will increase by 70kj/kw and the thermal efficiency will decrease by 1.1%. The function of the water jet or water ring vacuum pump is to extract the non-condensing gas of the condenser to maintain the vacuum of the condenser.
Second, the vacuum tightness of the hazard of the steam turbine vacuum tightness is mainly manifested in the following three aspects, first, when the vacuum tightness is poor, the air leaking into the vacuum system is more, the water jet or water ring vacuum pump can not leak into The air is pumped away in time, and the exhaust pressure and exhaust steam temperature of the unit will rise. This will undoubtedly reduce the efficiency of the steam turbine unit, increase the coal consumption of the power supply, and may threaten the safe operation of the steam turbine. On the other hand, due to the presence of air, the steam The heat transfer coefficient with the cooling water is lowered, resulting in an increase in the temperature difference between the exhaust steam and the cooling water. Second, although the air leaking into the vacuum system can be extracted in time, the load of the water jet or vacuum pump needs to be increased, and the plant electricity and industrial water are wasted. Third, due to leakage of air, the condenser is too cold, the thermal economy of the system is reduced, and the dissolved oxygen in the condensate is increased, which may cause oxygen corrosion in low-voltage equipment.
For steam turbines, the vacuum level has a direct relationship with the economics of turbine operation. The vacuum is high, the exhaust steam pressure is low, and the effective enthalpy drop is large. The less heat that is taken away by the circulating water, the higher the efficiency of the unit. After the air leaks into the condenser, the vacuum is reduced, the effective enthalpy is reduced, and the heat taken away by the circulating water is increased. Through the vacuum tightness test results of the condenser, it is possible to identify the working of the condenser so as to take countermeasures to eliminate the leak point.
Because the amount of air leakage in the vacuum system is related to the load, the load is different, the range of equipment and system in the vacuum state is different, the vacuum in the condenser is different, the amount of air leakage is different, and the same air leakage amount is different when the load is different. The speed of the decline is also different. To this end, the regulations stipulate that when doing vacuum tightness tests, the load should be carried out at 80% of the rated load (some units are at rated load). The vacuum drop speed is less than 0.4kpa/min, and the reason should be found when it exceeds. In addition, during the test, when the vacuum is lower than 87kpa and the exhaust steam temperature is higher than 60 °C, the test should be stopped immediately to restore the original operating conditions.
The advantages and disadvantages of the method of finding the vacuum system is not strict by the irrigation method#e#
Fourth, the advantages and disadvantages of the method of finding the vacuum system is not strict with the irrigation method. <br> The vacuum system contains a large number of equipment and systems. There are many dynamic and static sealing points. It is difficult to find the leak point in the case of slight air leakage, because the air It is not intuitive enough to suck in. The traditional method of using flame inspection is cumbersome and not effective. In most cases, the vacuum system is used for watering and leaking after the unit is shut down. This method is relatively straightforward, and the leaking point is easily found. The disadvantage is that due to the equipment, the irrigation height can only reach the lowest shaft seal of the cylinder, and the place above the shaft seal is not easy to find because the water is not gone. Especially for piping systems connected to turbine cylinders. This is why our factory has not been able to completely solve the problem of poor vacuum tightness of this unit for many years.
V. Summary, live and experience, find the right direction. <br> In the past, the steam turbine vacuum system was repeatedly drained and found in the small repair or shutdown of the unit, and the leaked points were also processed accordingly, but The problem of poor vacuum tightness can't always be improved. We decided to look up the place or system that we haven't done before, that is, to find the place where the upper part of the steam turbine body can't fill the water.
In March 2006, the unit was overhauled. From the actual situation of the steam turbine system and equipment, we carefully studied the various situations that may arise, and decided to use several places that may cause poor rigor, but are not easy to check but are easily overlooked. Find it.
The first is the part of the high-pressure outer cylinder of the snail heating cabinet. After removing the heat preservation of the steam turbine, it was found that there were several long cracks at the joint with the cylinder. Because the drain pipe of the steam turbine is connected to the condenser, the negative pressure is normal during the operation here, which is undoubtedly affecting the vacuum tightness. After analysis, here is the variable section, when the thin plate of the steam turbine is welded to the cylinder, if the welding process is not treated well, the stress concentration is easy to occur, especially when the unit starts and stops, the stress concentration here is larger, and the crack is easy to occur. .
Secondly, the high and medium pressure outer cylinder flange bolt heating device has a serious and not strict phenomenon. After the cylinder is installed, we saw the inlet pipe through the inlet pipe of the high and medium pressure outer cylinder flange bolts, and checked the flange bolt heating system with pressurized water. The problem was found to be quite a lot: Problem 1, the cylinder bolt nut lower flat bottom There are many leak points on the sealing surface of the gasket and cylinder flange bolts (as shown in the figure below). After checking all the 44 bolts, there are 12 cases that are not tight, and there are 4 leaks. The problem is 2, the cylinder flange bolt cover Cap middle heating rod jack sealing bolt gasket is not tightly sealed, there are up to 6 leak points here; problem 3, cylinder flange bolt is inverted in the bottom part of the lower cylinder, the process hole leaks a lot, leaking from here The air entering the condenser along the drain pipe also causes the vacuum system to be unacceptable. 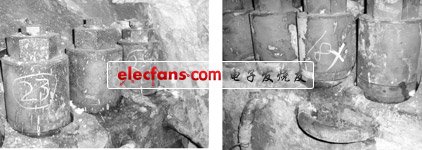
Figure 1 The leakage point of the bottom of the cylinder flange bolt cap is under overhaul. We also focus on checking the low-pressure rear steam seal ring. It is found that the clearance of the shaft seal after the low pressure is larger than the standard, basically 1.2-1.6mm. between. With such a large steam seal gap, the amount of air leaking into the shaft seal heater from the shaft seal must increase, the load of the water jet extractor should be increased, and the air pumping capacity of the condenser must be affected, indirectly affecting the condensation. The vacuum tightness of the device.
In addition, we also inverted the low-connected pipe of the steam turbine after the removal, and found the leakage of the membrane and the connecting bolts after the installation. The leak detection of the low-pressure explosion-proof door was not found.
Sixth, the problem of processing and effect check <br> For the problem of finding out, we carefully study the treatment plan. The crack treatment of the steam turbine is performed in accordance with the welding process on the cylinder and heat treatment is performed. Re-grind the leaked bolt gasket or replace the gasket and re-test the hydraulic pressure until all leaks are eliminated. For the process hole in the lower part of the outer cylinder bolt, considering that there may be other effects, we have not completely sealed the process hole, leaving a very small part. For the low-pressure shaft seal, strictly follow the requirements of the quality standard, register the gap of the steam seal, and try to lean to the lower limit of the standard.
Through the targeted treatment of the missing points of this search, we conducted a vacuum tightness test on the overhauled unit. The data has been unqualified or even impossible to do, and the first time after the overhaul is 383Pa/min, the qualified range has been reached. within. Thereafter, within a few months of operation of the unit, the vacuum tightness test value has been within the acceptable range. 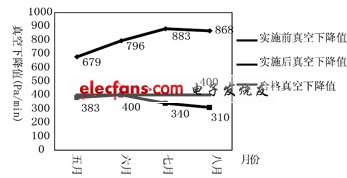
Figure 2 Comparison of tightness test before and after vacuum system overhaul
Seven Conclusions <br> For such problems, some manufacturers have adopted a method of replacing the low-pressure rear shaft seal with a honeycomb steam seal, in order to reduce the amount of air leaking into the vacuum system and the amount of steam leaking into the bearing, but The effect is not very satisfactory. This article may have some reference significance for the same problem with the same type of unit.
Fiber Optic Ip68 Connectors,Ip68 Hardened Connections Connector,Ftta Ip68 Hardened Connections Cord,Fiber Optic Enclosure Outdoor
Huizhou Fibercan Industrial Co.Ltd , https://www.fibercannetworks.com