Machine vision systems are characterized by increased flexibility and automation. In some dangerous working environments that are not suitable for manual work or where artificial vision is difficult to meet the requirements, machine vision is often used instead of artificial vision. At the same time, in large-scale industrial production process, manual visual inspection is used to check product quality with low efficiency and low precision. Machine vision inspection methods can greatly improve production efficiency and automation of production. Moreover, machine vision is easy to implement information integration, and is the basic technology to realize computer integrated manufacturing. It is precisely because the machine vision system can quickly acquire a large amount of information, and it is easy to process automatically, and it is easy to integrate with design information and processing control information. Therefore, in modern automated production processes, machine vision systems are widely used for condition monitoring. Areas such as finished product inspection and quality control.
Basic structure
A typical industrial machine vision system includes: light source, lens, camera (including CCD camera and CMOS camera), image processing unit (or image capture card), image processing software, monitor, communication / input and output unit.
System can be subdivided
Host Computer, Frame Grabber and Image Processor, Video Camera, CCT Lens, Microscope, Lighting, Halogen Light Source, LED Light Source, High Frequency Fluorescent Light Source, Flash Source, Other Special Light source, image display, LC mechanism and control system, PLC, PC-Base controller, precision table, servo motion machine.
working principle
The machine vision detection system converts the detected object into an image signal by using a CCD camera, and transmits it to a dedicated image processing system, and converts it into a digitized signal according to pixel distribution, brightness, color, and the like, and the image processing system performs various operations on these signals. To extract the characteristics of the target, such as area, quantity, position, length, and then output the results according to the preset allowable degree and other conditions, including size, angle, number, pass/fail, presence/absence, etc. .
Typical structure of machine vision systems
illumination
Lighting is an important factor affecting the input of the machine vision system, which directly affects the quality and application of the input data. Since there is no universal machine vision lighting device, the corresponding lighting device should be selected for each specific application example to achieve the best results. The light source can be divided into visible light and invisible light. Several commonly used sources of visible light are white, fluorescent, mercury, and sodium. The disadvantage of visible light is that light energy cannot be kept stable. How to make light energy stable to a certain extent is an urgent problem to be solved in the process of practical use. On the other hand, ambient light may affect the quality of the image, so a protective screen can be used to reduce the effects of ambient light. The illumination system can be divided into: backlight, forward illumination, structured light and stroboscopic illumination according to its illumination method. Among them, the back illumination is placed between the light source and the camera, and has the advantage of obtaining a high contrast image. The forward illumination is that the light source and the camera are located on the same side of the object to be tested, which is convenient for installation. The structured light illumination projects a grating or a line source or the like onto the object to be measured, and demodulates the three-dimensional information of the object to be measured according to the distortion generated by them. The stroboscopic illumination is to illuminate a high-frequency light pulse onto an object, and the camera capture requires synchronization with the light source.
Lens
FOV (Field Of Vision) = required resolution * sub-pixel * camera size / PRTM (part measurement tolerance ratio) lens selection should pay attention to: 1 focal length 2 target height 3 image height 4 magnification 5 image to target distance 6 center Point/node 7 distortion
camera
According to different standards can be divided into: standard resolution digital camera and analog camera. Different cameras and high-resolution cameras should be selected according to different practical applications: line scan CCD and area array CCD; monochrome camera and color camera.
Image capture card
The frame grabber is just one component of a complete machine vision system, but it plays a very important role. The image capture card directly determines the interface of the camera: black and white, color, analog, digital, and so on.
Typical is a PCI or AGP-compatible capture card that can transfer images to computer memory for processing. Some capture cards have built-in multiplexers. For example, you can connect 8 different cameras and then tell the capture card to capture the information captured by that camera. Some capture cards have built-in digital inputs to trigger the capture card to capture, and the digital output activates the gate when the capture card captures the image.
Vision processor
The vision processor integrates the capture card and the processor. In the past, when the computer was slow, the visual processor was used to speed up the visual processing task. Now that the capture card can transfer images to memory quickly, and the computer is much faster, the visual processor is now used less.
Application field
The application of machine vision mainly includes two aspects of detection and robot vision:
1. Detection: It can be divided into high-precision quantitative detection (such as cell classification of micrographs, size and position measurement of mechanical parts) and qualitative or semi-quantitative detection of non-measuring devices (such as visual inspection of products, assembly line) Component identification and positioning, defect detection and assembly integrity detection).
2. Robot vision: used to guide the robot's operation and actions in a wide range, such as picking up the workpiece from the messy pile of materials sent from the hopper and placing it on the conveyor belt or other equipment in a certain orientation (ie, hopper picking problem) . As for operations and actions in a small range, it is also necessary to resort to tactile sensing technology.
In addition: (1) automatic optical inspection (2) face detection (3) driverless car
Machine vision characteristics
1. The camera's camera speed automatically matches the speed of the measured object, and the ideal image is captured;
2. The size of the parts ranges from 2.4mm to 12mm, and the thickness can be different;
3. The system selects different sizes of workpieces according to the operator, calls the corresponding visual program for size detection, and outputs the result;
4. For different size parts, the sorting device and the conveying device can precisely adjust the width of the channel to make the part move on a fixed path and perform visual inspection;
5. The resolution of the machine vision system reaches 1600 & TImes; 1200, the dynamic detection accuracy can reach 0.02mm;
6. The rejection rate of waste products is 0;
7. The system can monitor the detection process by displaying images, and can also dynamically view the detection results through the detection data displayed on the interface;
8. It has the function of promptly and accurately sending out the control signal to the wrong workpiece and rejecting the waste product;
9. The system can self-check whether the status of its main equipment is normal, and it is equipped with status indicators; at the same time, it can set different operation authority of system maintenance personnel and users;
10. Real-time display detection screen, Chinese interface, can browse the images of the last few unqualified products, and have the function of being able to store and view the wrong workpiece images in real time;
11. Can generate an error result information file, including the corresponding error image, and can print out.
Applications
1. Machine vision based dashboard assembly intelligent integration test system
EQ140-II automobile instrument panel assembly is a meter product produced by an automobile company in China. The instrument panel is equipped with speed odometer, water temperature meter, fuel gauge, ammeter, signal warning light, etc. The production batch is large and needs to be carried out once before leaving the factory. Final quality inspection. The detection items include: detecting the indication error of five meter hands such as the speedometer; detecting whether the 24 signal warning lamps and the plurality of illumination 9 lamps are damaged or missing. Generally, it is checked by manual visual inspection method, which has large error and poor reliability, and cannot meet the needs of automated production. The intelligent integrated test system based on machine vision has changed this situation, realized intelligent, automatic, high-precision and fast quality inspection of the instrument panel assembly, which overcomes various errors caused by manual detection and greatly improves the detection. effectiveness.
The whole system is divided into four parts: an integrated multi-channel standard signal source for analog signal source for the instrument panel, a two-coordinate CNC system with image information feedback positioning, a camera image acquisition system and a master-slave parallel processing system.
2. Metal plate surface automatic injury control system
The surface quality of metal plates such as large power transformer coil flat wire radios has high requirements, but the original method of manual visual inspection or centrifugal plus needle control is not only susceptible to subjective factors, but also It may draw a new scratch on the surface being measured. The automatic flaw detection system on the surface of the metal plate uses machine vision technology to automatically check the surface defects of the metal, and performs high-speed and accurate detection during the production process. At the same time, the use of non-angular measurement avoids the possibility of new scratches. The working principle diagram is shown in Figure 8-6. In this system, the laser is used as the light source, the stray light around the laser beam is filtered by the pinhole filter, and the beam expander and the collimating mirror turn the laser beam into parallel light. The surface of the inspected metal sheet is uniformly illuminated at an incident angle of 45 degrees. The metal plate is placed on the inspection table. The inspection table can be moved in three directions: X, Y and Z. The camera adopts TCD142D type 2048 line Chen CCD, and the lens adopts ordinary camera lens. The CCD interface circuit uses a single chip system. The host PC mainly performs image pre-processing and classification of defects or depth calculation of scratches, etc., and can display the detected defects or scratch images on the display. The two-way communication between the CCD interface circuit and the PC through the RS-232 port, combined with the asynchronous A/D conversion mode, constitutes an interactive data acquisition and processing of the human-machine.
The system mainly combines the self-scanning characteristics of the linear CCD with the movement of the inspected steel sheet in the X direction to obtain three-dimensional image information of the surface of the metal plate.
3. Auto body detection system
British ROVER car company 800 series car body contour size accuracy 100% online detection, is a typical example of machine vision system used in industrial testing, the system consists of 62 measuring units, each measuring unit includes a laser And a CCD camera to detect 288 measuring points on the body shell. The car body is placed under the measuring frame and the exact position of the body is calibrated by software.
The calibration of the measuring unit will affect the accuracy of the detection and is therefore of particular interest. Each laser/camera unit is calibrated offline. There is also a calibration device that has been calibrated with a CMM while offline, allowing online calibration of the camera.
The inspection system detects the speed of one body every 40 seconds and detects three types of bodywork. The system compares the test results with the qualified size of the person and the CAD model, and the measurement accuracy is ±0.1 mm. ROVER quality inspection personnel use the system to determine the dimensional consistency of key parts, such as the overall shape of the body, doors, glass windows and so on. It has been proven that the system is successful and will be used for body testing of other ROVER systems.
4. Banknote printing quality inspection system: This system uses image processing technology to compare and analyze multiple characteristics (numbers, braille, colors, patterns, etc.) of banknotes on the banknote production line to detect the quality of banknotes and replace traditional people. Eye discrimination method.
5. Intelligent traffic management system: By placing a camera on the main road, when there is a violation of the vehicle (such as a red light), the camera takes the license plate of the vehicle and transmits it to the central management system. The system uses image processing technology to take pictures. Analysis, extract the license plate number, stored in the database, can be retrieved by management personnel.
6. Metallographic analysis: Metallographic image analysis system can accurately and objectively analyze the matrix structure, impurity content and tissue composition of metal or other materials, and provide a reliable basis for product quality.
7. Medical image analysis : automatic classification and counting of blood cells, chromosome analysis, cancer cell recognition, etc.
8. Bottled beer production line detection system : It can detect whether the beer reaches the standard capacity and whether the beer label is complete.
9. Large workpiece parallelism and perpendicularity measuring instrument : Large workpiece parallelism and perpendicularity measuring instrument using laser scanning and CCD detection system. It uses a stable collimated laser beam as the measurement baseline, with a rotating shaft system and a rotating pentagonal The target prism sweeps out the reference planes that are parallel or perpendicular to each other and compares them with the faces of the large workpiece being tested. When processing or installing large workpieces, the discriminator can be used to measure the parallelism and perpendicularity between the faces.
10. Detecting parts of the profile size of the rebar : Using the stroboscopic flash as the illumination source, the surface detection and the line CCD are used as the detector parts of the profile size of the rebar to realize the dynamic detection system for the on-line measurement of the geometric parameters of the hot-rolled rebar.
11. Bearing real-time monitoring : Visual technology monitors bearing load and temperature changes in real time, eliminating the danger of overload and overheating. Passive measurements that traditionally measure machining quality and safe operation by measuring the ball surface are turned into active monitoring.
12. Crack measurement on metal surface : Using microwave as the signal source, the crack of the metal surface is measured according to the square wave of the microwave generator emitting different wave rates. The higher the frequency of the microwave wave, the narrower the measurable crack.
Attachment: Machine vision solutions for industrial automation
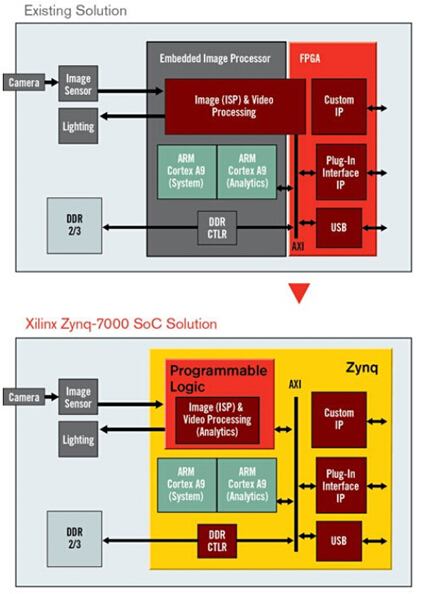
Current industrial factory automation requires machine vision to quickly and accurately inspect inspection lines to ensure high quality control. These stable and reliable systems require a variety of image and output protocols from simple lines to 10 megapixel sensors. The Xilinx All Programmable solution and the Zynq®-7000 All Programmable SoC platform support a variety of machine vision interfaces such as GigEVision, LVDS-based CameraLink and emerging USB3 technology. Single-chip processing technology provides a highly flexible IO structure, while the dual-core Cortex A9 processor supports analysis and system software.
Xilinx Smart Solutions includes not only All Programmable FPGAs and SoCs, but also a range of customizable SmartCORE and LogiCORE IP cores to meet your unique market needs. Xilinx Vivado® Design Suite, combined with a highly integrated development tool flow and using OpenCV libraries, Vivado high-level synthesis and IP Integrator, delivers the most differentiated products to the market faster and more flexible than AISC and ASSP solutions. At the same time reduce risk and cost of ownership.
The following diagram demonstrates an example of image processing, analysis, custom IP, and a highly flexible machine vision interface on a single chip that significantly reduces bill of materials costs and significantly improves system performance.
Main features:
High resolution VGA to 5 megapixel sensor
Change resolution to support 5-120 fps
Image signal processing
Wide dynamic range
Intelligent video analysis
Low resource occupancy H.264 encoding
Flexible video output interface
On-Grid Solar Inverter,Commercial Rooftop Solar,Ground Utility Inverters,String Inverters
Shenzhen Unitronic Power System Co., Ltd , https://www.unitronicpower.com